

Makercise Log – 20170311
In this log, I will discuss what I accomplished this week. I spent the majority of my time this week modeling the shaper. I also built an overhead hoist to help with molding particularly for the column side and other large molds. I edited and released a status update video. Finally, I cast the second of the column sides.
This post contains affiliate link. I make money if you use these links to buy things.
Regarding the modeling. I am modeling the shaper in Fusion 360. The model is critical to have right because it informs the final dimensions that I will use in pattern making, machining, and construction. One complication is that Dave Gingery specified the plans in The Metal Shaper book in imperial units, a reasonable and common practice for an American in the 1980’s. I however intend to build the shaper in metric units, a reasonable practice for an American in 2017 although uncommon and a tad bid sadistic. Materials such as rod and bar stock are not commonly available locally in metric dimensions, yet hardware in limited varieties may be purchased locally. Special thanks to Makercise patron Kevin Bullmann and Cactus Workshop for reference information about common metric hardware.
Back to modeling, I spent the majority of my time this week working on the model for the shaper to ensure my pattern construction results in a constructible column shaper after Dave’s design. The column front pattern width is coupled to the width of the bar stock used for the ram slide. If it is too narrow, the gib will not have room. If it is too wide, the column side ledges will not have sufficient area on the bearing surface to support the ram slide without wearing excessively quickly. Thus I spent time working on the model including research into generating a bill of material (BOM) and drawings from the shaper model. I had hoped to finish up the model this week and order steel, but I still have more work before finalizing. BONUS: I also plan enough material to do the Gingery mill.
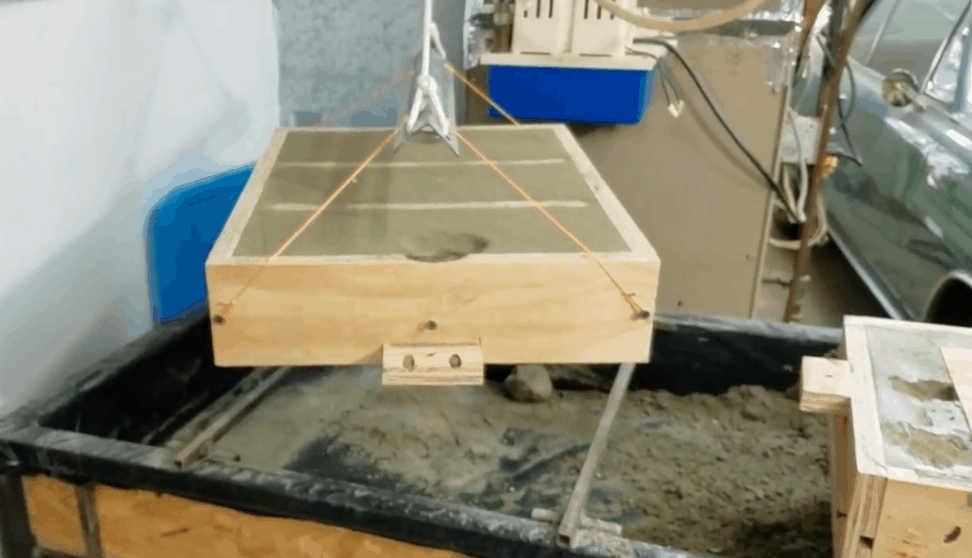
One item I accomplished this week was rigging up an overhead lift to help in molding. This should improve my ability to roll and separate large molds such as those required to cast the column sides. The hoist is mounted to some scrap wood I used to frame around the HVAC ducting. The host is a couple small diameter pulleys. I bought them at my local big box store, but they are similar to these pulleys. I used some 5/16″ rope–I think I originally bought it as anchor rope for my canoe–to give me a mechanical advantage of 3x. I rigged up a small spreader beam and four small rope legs to attach to the flasks. I used it for molding the column side. This footage is part of the extended cut available to patrons.
The most pronounced accomplishment I had this week was casting the remaining column side–also part of the extended cut. I used my portable propane foundry. Wow! It is so much faster than the kiln. It is not as finely controllable, but hey 30 minutes from cold to a cast shaper column side is worth the compromise. I used about 0.23kg (0.5lbs)–note I used a scale where this value is the minimum the resolution–of propane to elevate the temperature of 2.25kg of aluminum to about 1400 degrees F from an ambient temperature of 65 degrees F. Because the fuel used was approximately equal to the minimum resolution of my scale, I expect any efficiency calculation would be worthless.

Next week I plan to finish editing and release the first video in the shaper series. I’d also like to order steel, make the column front pattern, and cast the column front. That is fairly ambitious, and I’d be happy with two out of three.
Cheers,
Cressel Anderson
PS. Here is the video from earlier this week in case you missed it.



