Facing the Shaper Ram = Exceeding the Lathe Capacity: Gingery Shaper – Part 4
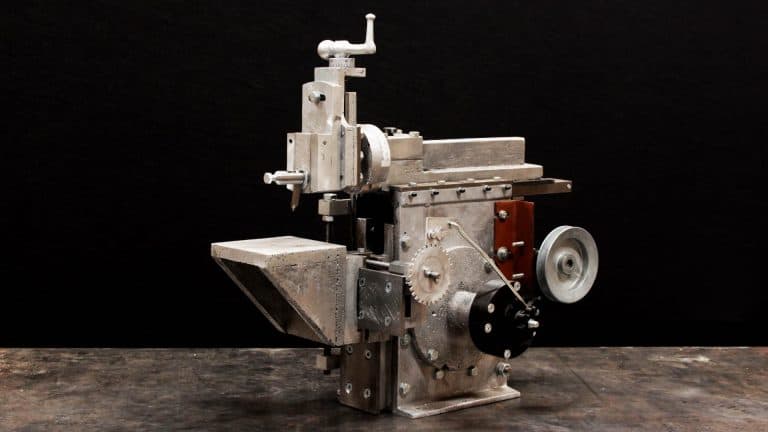
I cleaned up the lost foam casting to mate the ram cap and ram for my Gingery Shaper. During this step of the project, I turned an arbor and used it to face the ram using my lathe. As you know, the ram facing is an operation that pushes the Gingery lathe’s capacity to its limit. I love this project. Watch the full video and then check out some behind the scenes footage, tips I picked up during this step, and detailed time, material, and fuel logs below.
This post contains affiliate links. I make money if you use these links to buy things.
Big take aways from this part
- Polystyrene patterns should be molded so gases don’t get trapped
- Strive for parallelism on casting arbor placement
- Use high RPM and large radius HSS for turning 0.0005″ on a Gingery lathe.
- Include a step on the turning arbor
- Use Fusion 360 or SketchUp to estimate errors and iterate efficiently
Molding Polystyrene Patterns
I noticed a medium sized inclusion on the bottom of the ram casting–this would have been the top of the casting as molded. I attribute this defect to entrapment of gasses and polystyrene combustion byproducts. I plan to mold the patterns in the future with a bit of a slope so that any gas or solids will tend to float along large flat sections rather than getting stuck and causing a defect. The placement of this particular defect isn’t really a cause for concern; I am proceeding with it as is.

Parallelism on Casting Arbor
I noticed after casting that the arbor and the slide face of the ram casting were not parallel. The error after scraping the bottom to flat was about 0.5 degrees. This would have been too much to ensure nice solid contact between the protractor disk and rotating downfeed. I could have sanded 3mm off the slide face at the arbor end of the ram to bring the arbor and slide face into parallel and then faced the ram as the book described. Instead I went with another option which was to move the rear turning center lower. This tilts the front face of the ram back so that it is not parallel to the slide ways. I did some calculations and decided that the error implied for the protractor accuracy was preferable to the time and effort to remove 3mm off the arbor, more on that later.
Turning to 0.0005″ on Gingery Lathe
After fiddling with and stop gapping the head stock bearings, I made some fabulous progress on my lathe capability. I used the step pulleys to maximize spindle speed at ~1500RPM and ground a ~10mm radius on my HSS tool. The results were a vast improvement in surface finish and resolution versus what I could previously achieve on the lathe. I nailed the diameter of 0.786 then used a series of 400 to 3000 emory paper to bring the surface finish of the ram turning arbor to a reasonable polish. It mated so perfectly with the ram and cap assembly, I blushed and averted my eyes. Seriously, high rpm, large radius HSS tool, and emory cloth for the win.
During this process, I also identified that I need to improve the spindle and spindle bearings. I am really learning a ton with this project…and after all that is what the Gingery machine tools do best.

Put a Step on the Turning Arbor
I put a step on it… But then I got carried away and cut the arbor slightly too long so the step extended past the face of the ram. By the time I realized the problem, it was almost a moot point. I decided it would be fine to just hit the high spot with the scraper.
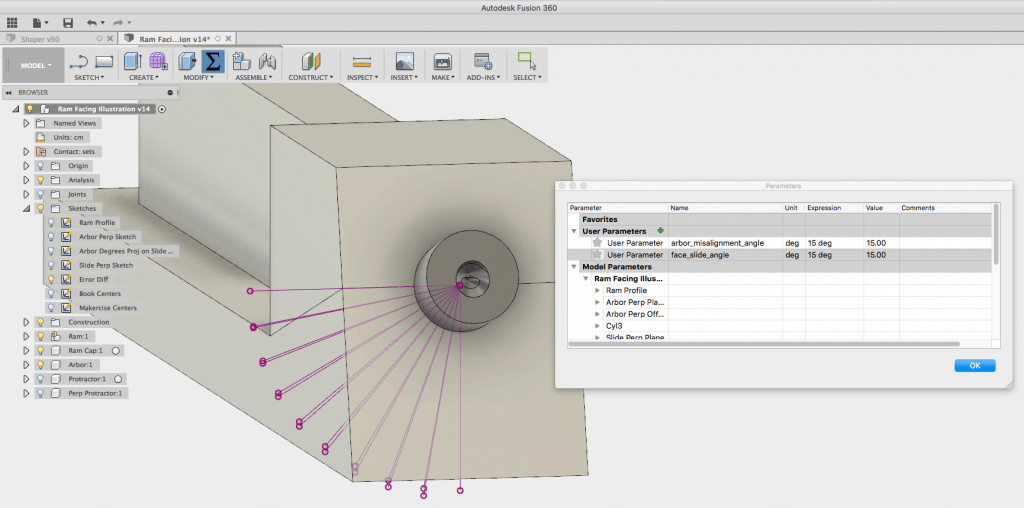
Use Modeling Software to Estimate Errors
I was really happy with Fusion 360 after being able to estimate a negligible error associated with the arbor misalignment. I really like having this machine modeled. For instance I know that my crucible has a capacity of 2kg of aluminum. When I model parts, I can apply physical materials to know for instance that the ram requires 1.4kg of aluminum, just enough buffer for the sprue and riser. If you aren’t modeling your parts before fabrication, you really should be. It is invaluable to “build” things in software prior to building them in the shop. You can iterate your assembly details many times yet not add mass to your scrap bin.
Behind the Scenes Footage
Progress Report
I spent 14 hours in cleanup, scraping, facing, and assembling the ram–not including the slide. This brings the project total to 52 hours minimally and 62 hours with optional items. To date, I have used almost $30 worth of materials and almost $7 of fuel. I did not consume any additional fuel on this part of the project so no detail table. Here are the results: materials and timesheet.